

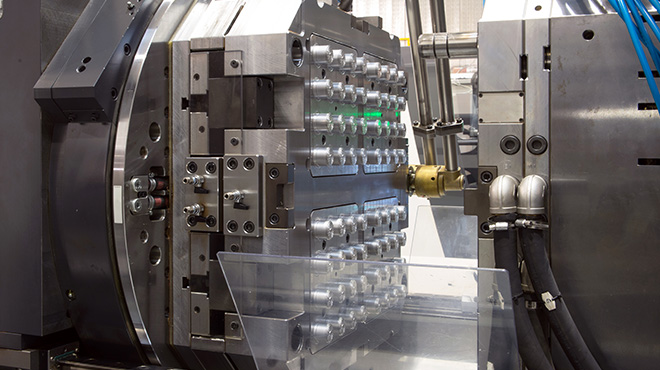
Fully automated density measurement in Metal Injection Moulding - MIM
The production of high-quality components is of crucial importance in many industries, whether in the automotive industry, medical technology or...
3 min read

The production of high-quality components is of crucial importance in many industries, whether in the automotive industry, medical technology or...

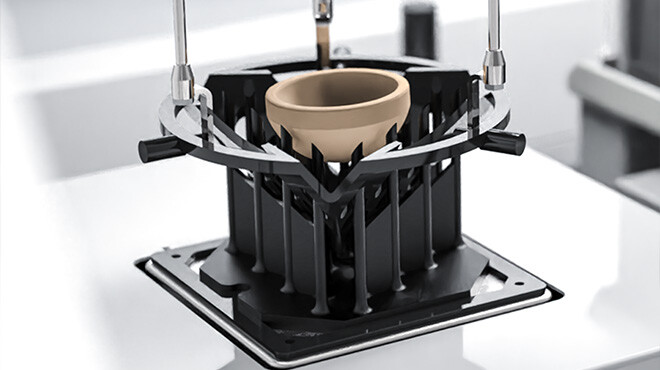
Ceramic injection moulding (CIM) and density measurement of injection-moulded components Ceramic injection moulding is an extremely versatile...
What you can expect here: INTRODUCTION PRESS PARAMETERISATION PREDICTION OF SHRINKAGE BEHAVIOUR AUTOMATED DENSITY DETERMINATION CONCLUSION ...